

Mögellivstid: 3-5 miljoner skott
Ytbegäran: Högpolering, Högglans eller Textur
Kärna och hålrum: H13/S136/2083/2344/2085/ASSAB STAVAX ESR
Formbas: P20/ 4CR13/2085/2316
Löparsystem: Kalllöpare/kinesiskt märke/ YUDO/MASTER/HUSKY
Anpassning: Tillgänglig
Formdesign: UG, CAD/CAM, PROE etc
formbearbetning: CNC, höghastighetssnidad, digital styrsvarv etc
formporttyp: Stiftport, ubåtsport, ventilport etc
form ejektortyp: Skruva av med motor, avdragarplatta, ejektorhylsa, ejektorstift
Paketdetaljer: Export standard sjövärdig förpackning.
Ursprungsort: Taizhou, Kina
Vi lägger stor vikt vid formkvaliteten:
1. Säkerställ äktheten av formmaterialet: Vi kommer att tillhandahålla det ursprungliga certifikatet för materialets ursprungsland och det ursprungliga värmebeviset för materialet.Materialet med hög renhet, god seghet och god polerbarhet är att föredra.Tysklands stål och Sveriges ASSAB-material sker i form av direktförsäljning från den ursprungliga fabriken, vilket förhindrar materialförfalskning.
2. Avancerad formdesign: Samarbeta med avancerade formföretag över hela världen och har avancerade formdesignkoncept och avancerade formkonstruktionsritningar.
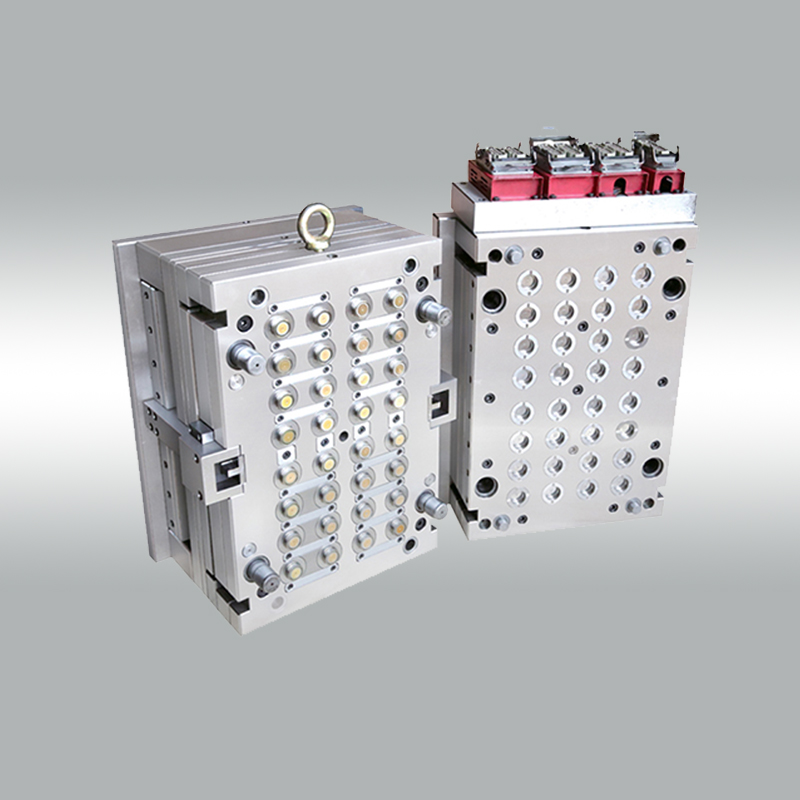
3.Het löparstruktur för enkelt byte: Munstyckets strukturdesign liknar den för det varma munstycket i PET-formformen. Byte av delar kan göras på maskinen.
Vanliga frågor:
Vi använde högt MFI-material för den här produkten, men skiljelinjen är tydligt, vad är mögelproblemet?
(1): Limflödet från porten till svetslinjen är för långt och formtemperaturen är för låg, (2): Portens placering och kvantitet är inte lämplig, (3): Porten och löparen är för liten, (3): Avgaserna är inte bra, (4): Överdriven användning av släppmedel